
点阵和划线笔:您需要了解的一切
了解它们的技术特点,我们针对每种技术的打标建议以及常见问题的解答。



什么是打标笔?
打标笔是将能量从打标机(无论是气动的还是电磁)传输到待加工件的关键部件。
它的特点是大致呈圆锥形,末端有尖端。
在打标过程中,机器的能量将针尖推出,使打标针与零件接触。 针尖在被弹簧弹复位前可移动的最大行程称为 振幅。
根据打标技术的不同,笔尖往复运动的频率可能会存在差异。
打标笔的组成
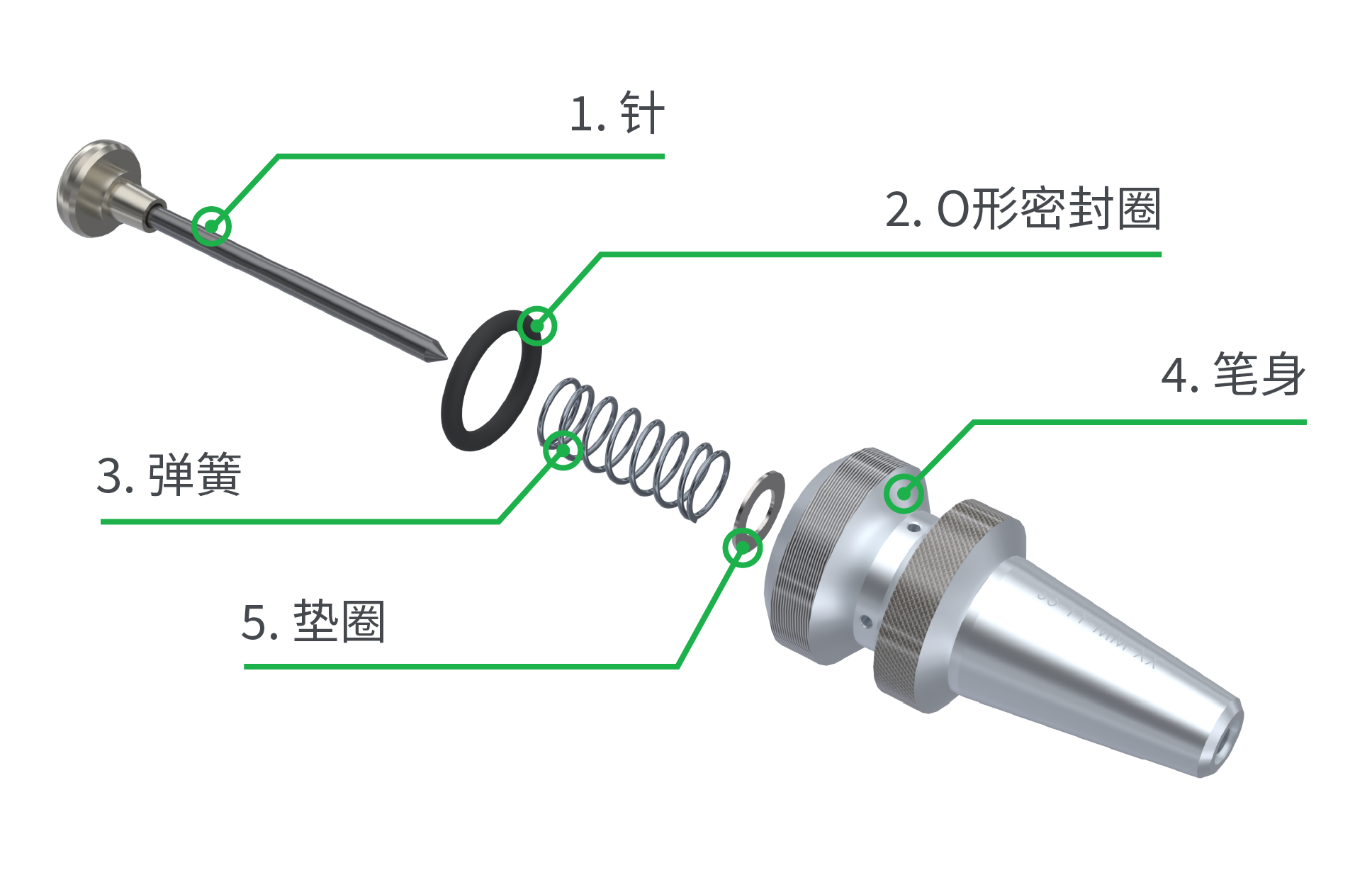
气动打标笔(点阵和刻划)由5个核心部件组成:
- 针
- O形密封圈
- 弹簧
- 笔身
- 垫圈
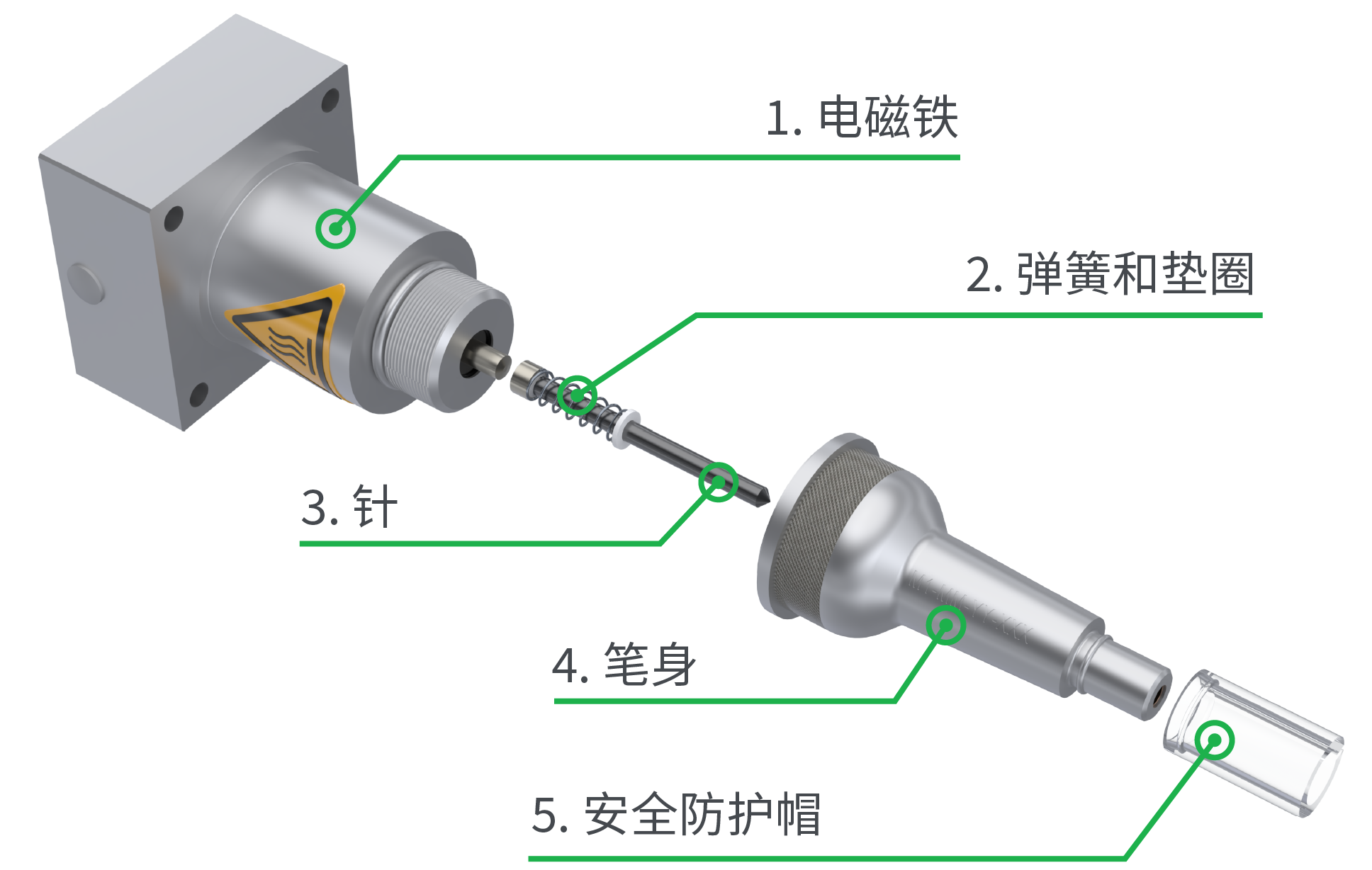
电磁打标笔由以下核心部件组成:
- 电磁铁
- 弹簧和垫圈
- 针
- 笔身
- 安全防护帽
除了这些物理组件之外,打标笔的标记能力还由其他特性决定,例如:打标针长度和振幅 、活塞的尺寸 (气动打标针的平头端面)、针尖的 形状 以及是否经过强化处理。
需要注意的是,即使基于相同技术的打标笔也可能存在差异。
我们对每种技术的打标建议

电磁点针
准确标记的技巧
电磁点针具有很高的精度,并且可以根据每个应用进行一些调整,进一步提高精度:
- 通过调整力度,您可以调整冲击点的宽度 ,并满足航空航天和医疗应用中的苛刻应用。
- 减少力度会降低最大振幅。
- 将针头远离工件表面可实现更深的标记。
- 打标针和工件表面之间的最大距离应限制在 5 毫米以内:超过此距离,内弹簧可能会因机械应力而损坏。
- 使用多次冲击模式(每个点 2 到 10 次冲击)可以实现更深的标记。

气动点阵
实现有效打标的操作建议
只需对气动点阵打标机进行一些简单的调整,即可在保护打标针的同时优化标记质量:
- 调节打标速度将直接影响冲击点的密度,从而改变最终的外观和深度。
- 将打标笔靠近对工件并不会缩短打标时间。
- 针头与工件保持3mm间距是理想的初始设置, 根据具体打标笔调整到合适的距离。
- 切勿超过设备允许的最大压力值,否则可能会损坏打标笔。

刻划
实现清晰耐用标记的操作建议
这些建议专门针对使用气动划线笔,可优化打标质量:
- 提高打标速度会降低标记深度和字符的 清晰度 。
- 采用大活塞配合低压运行,可有效节省压缩空气消耗。
- 将部件尽可能靠近打标针头放置可显著减少针头受力并延长其使用寿命。 议距离为 2 至 2.5 毫米。 安装过程中需要根据压力和所需的字符宽度进行调整。
- 确保工件牢固夹紧 ,以保证高质量的打标效果。 正确固定打标机以确保组件具有良好的刚性也至关重要。
- 请注意,打标平坦部分比弯曲或粗糙部分更容易 。
需要选择打标笔的建议吗? 我们的专家将为您提供帮助!
联系我们
|
| 专家答疑:6个最常被问及的技术问题 |
|---|
🔽 打标针是什么从材质?多久更换一次?
根据不同应用,打标针可采用带硬质合金衬套的钢制成,或全部由硬质合金制成。 没有通用的更换频率 :它取决于要标记的材料、压力/力、循环次数、标记长度,甚至速度(标记速度越快,冲击力越轻)。
🔽 (针尖)刃角打标记效果和针体寿命有何影响?
刃角会影响标记的外观 、冲击的深度以及打标针的使用寿命 。
角度越小,通常会留下更深的痕迹,但会导致磨损更快。
🔽 不同的刻宝机器之间可以互换打标针吗?
是的,气动打标针在同一系列内基本上可以互换 (例如,从 S12 到 S22,或从 NA12 到 NA22) ,甚至兼容旧款设备。
然而,同一针头无法在气动与电磁技术间互换使用。
程序设置也需要调整。
🔽 我如何知道针尖和工件之间的距离是否设置正确?
利用气动技术,这是一个灵敏的调整。
最好的判断指标仍然是声音 :清晰而有规律的声音通常是良好配合的标志。
采用电磁技术,系统耐受性更强。
🔽 当我开始打标新工件时,我需要更换打标笔吗?
未必。 这完全取决于材料的硬度 和所需的标记 深度。
如果这些标准与原始部件的标准相似,则通常可以保留相同的打标针,仅需调整标记力或速度等参数。
建议预先进行测试,或联系我们的专家以获得定制化支持。
🔽 气动打标笔在打标过程中的作业频率是多少?
根据型号不同,频率在 200 至 400 Hz 之间变化,或每秒 200 至 400 次冲击。














